JAINNHER MACHINE CO., LTD.
產品介紹

| CNC 1 軸 | 各軸名稱: X-axis或U-axis 下滑板或上滑板自動進刀及自動補償,錐度研磨。 |
|---|---|
| CNC 2 軸 | 各軸名稱: X-axis, U-axis或A-axis 下滑板或上滑板自動進刀或機械手橫移軸及自動補償。 |
| CNC 3~4軸 | 各軸名稱: X-axis, Y-axis, Z-axis及U-axis或A-axis 下滑板自動進刀,砂輪自動修整及上滑板自動進刀或機械手橫移軸。 |
| CNC 5~6 軸 | 各軸名稱: X-axis, Y-axis, Z-axis, U-axis, A-axis或V-axis, W-axis 下滑板或上滑板自動進刀,成型砂輪及調整輪自動修整或機械手橫移軸。 |
| CNC 7~8 軸 | 各軸名稱: X-axis, Y-axis, Z-axis, U-axis, V-axis, W-axis, A-axis, B-axis 下滑板或上滑板自動進刀,成型輪及調整輪自動修整,機械手橫移軸。 |


1. 機體
採用高級鑄FC-30經正常化熱處理,採低週波熔爐,喃樹脂砂模鑄造,確保機體安定、固型、耐磨耗。

2. 主軸
(1) 靜壓式主軸
高精密靜壓軸承,採用精密研磨之流體靜壓設計,除了可大幅減少傳統動壓軸承因摩擦所產生之溫昇及變形外,經過精密設計之靜壓點,可有效控制壓力差之平衡,進而可增加切削力達到重切削、高精度、高壽命之優點。高剛性主軸利用流體靜壓軸承之設計,以高壓油膜來承載重負荷及重切削,可有效降低磨耗並保持主軸真圓之運轉。精密主軸採用SNCM-210H並經滲碳熱處理,表面硬度可達HRC60以上,可加強扭力。
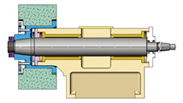
(2) 動壓式主軸
採用SNCM-220H經滲碳熱處理,以電腦控制深冷處理,表面硬度HRC62以上,心部調質HRC25~30,主軸承受扭力強,精度佳、壽命高,使用KJ-4合金軸承,三點式動壓油膜系統,採用半油壓浮動主軸,主軸接觸面少,溫昇低,使機器運轉在任何時間維持一致之穩定及精度。冷卻循環效果佳,精度高,壽命長。


3. 調整輪傳動系統
調整輪主軸馬達採用日本製伺服馬達,轉速控制 10~250 rpm無段數位設定,可調整到最佳線速度,當調整輪外徑變化仍可保持相同的線速度,研磨出最佳產品。馬達座與主軸座連結為一體,調整輪傾斜時馬達亦跟隨傾斜,完全排除皮帶輪與皮帶不平行及扭轉之問題。

4. 主軸循環油系統
(1) 動壓式
主軸自動潤滑與油壓修整裝置為同一油泵,外置油箱,清洗換油方便,循環油經兩個濾油網過濾並裝有壓力控制器,確保主軸壽命。

(2) 靜壓式
砂輪頭油壓幫浦和砂輪主軸驅動馬達為連鎖啟動,當壓下砂輪啟動開關時,潤滑油到達軸承前須經壓力開關檢測,若壓力不足則無法推動壓力開關,主軸馬達不會啟動,故當壓力不足或油路阻塞時,壓力開關自動停止主軸運轉,可保護心軸及軸承。(靜壓主軸油壓泵驅動馬達12型1HP,18型、20型、24型、2HP)
5. 調整閥
砂輪主軸係高液靜壓裝置,高壓油做徑向軸承支撐入油處設有調壓閥,設定工作壓力值為20kg/cm²

6. 滑動台
下滑台採用雙V型滑軌及楔形護軌,使滑動圓滑及操作穩定。同時能避免泥液侵入。上滑板採鳩形槽結構,並有±5°左右旋轉之功能。同時上下進刀附有微調進刀裝置,進刀微調可達0.001mm,使用方便,並充分提高操作精度。

7. 修整裝置
使用高級鑄鐵FC-30,經熱處理,精密研磨及鏟花加工而成。油壓驅動,無段變速,修整平穩,並有緊急把手以備急需。在做通過研磨時,可依工作性質及需要,調整調整輪修整座(該座可±5°旋轉),使工作物與調整輸有更好之接觸面,使研磨成品之真直度及表面精度相對提高。


8. 研磨精度
| Item | Accuracy/ Type/ Capability |
| Workpiece | Ø2 x 20 L |
| Metal | SUJ-2 |
| Hardness | HRC-62 |
| Grinding wheel | WA 1000# |
| Machine | JHC-18 |
| CUT OFF | 0.25 mm |
| TRAVERSING LENGTH | 1.0 mm |
| MAG | 10000 |
| Ra | 0.02μm |
| RMAx | 0.28μm |
| Rz | 0.24μm |
| RMS | 0.02μm |
| Rt | 0.22μm |
| Rtm | 0.20μm |

高品質機器
任何一部鍵和無心磨床在出廠前必通過本公司嚴格品檢及試磨,以達到真圓度及真直度和表面粗度之標準。

9. 工作方式例


三次元測量儀